威海PE给水管厂家大全

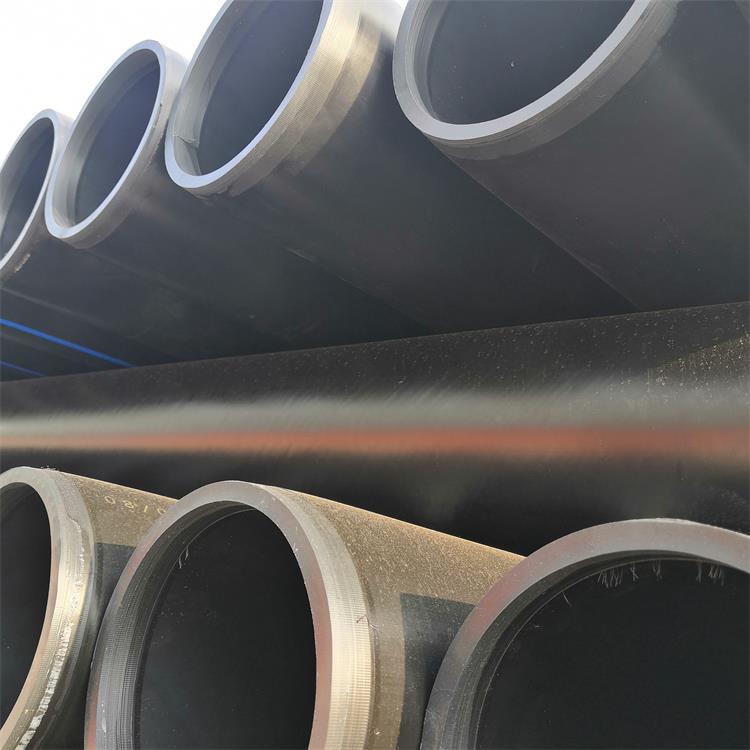
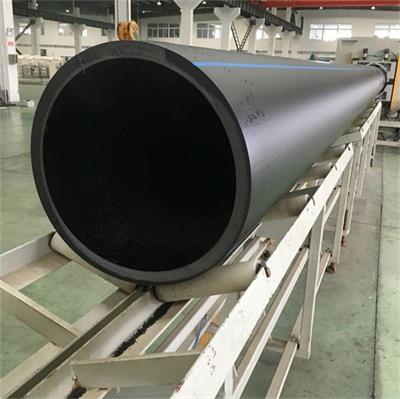
山东威海PE给水管,PE穿线管《PE排水管》厂家;咨询电话15200088542
厂家批发全国发货;PE管焊接是整个施工过程中,最重要的一环,特别在非开挖过程中,如因焊接引起问题损失往往以百万计算。因此在施工过程中,必须步步把关,严格把握施工质量。在整个施工工期中,PE管焊接需采用两种不同的焊机方式。对于小于D63的PE管需采用承插连接,即管道连接均采用管件进行连接。大于D63的PE管则需要采用对接方式进行连接。即管道通过专用焊机通过加热进行连接。
正确施工方法
一、焊接前准备
1、清洁油路接头,正确连接焊接各部件;
2、检查清洁加热板,确认电压是否符合焊机要求;
3、检查并清洁加热板;
4、按照焊接工艺正确设置技术参数;
二、管材施工步骤
1、管材装夹就位并清洁端口位置,杜绝残留水质及泥土等杂物;
2、管材铣削与校正,保证场地干净且无障碍。在铣削后杜绝手直接触摸已铣削端口,避免污染。并校正管材端口。避免铣削偏斜加热不到位(一般调整完后应再次铣削管材端面,以确保管材对齐);
3、管材加热,将加热板达到220°时正确放置在两根管材中间进行管材吸热。吸热时切记为拖动压力吸热。吸热时间满足后快速切换加热板,避免放置切换过久端口面热量散失并污染;
4、卷边阶段,通过端口加热后快速将管材对接,直至翻边卷翻至管材外壁(此处不可泄压);
5、冷却阶段,焊接完成后焊接口需要进行冷却确保焊接质量。此过程为自然冷却,不可通过冷水浇灌或其他物理降温。直致管材端口冷却。
影响焊接质量八大因素
1、端口未进行铣削;
2、管材端口有油渍、灰尘或加热板不干净;
3、加热板温度过高或较低(正常温度220±10°);
4、加热板加热时间过长或较短(理论计算时间“S”:外径/SDR*10);
5、切换加热板时间较长;
6、对接压力过大或过小;
7、不同壁厚管材同时进行焊接;
8、冷却时间过短或未有效进行保压冷却;